Глава 5.
Структура сварного соединения
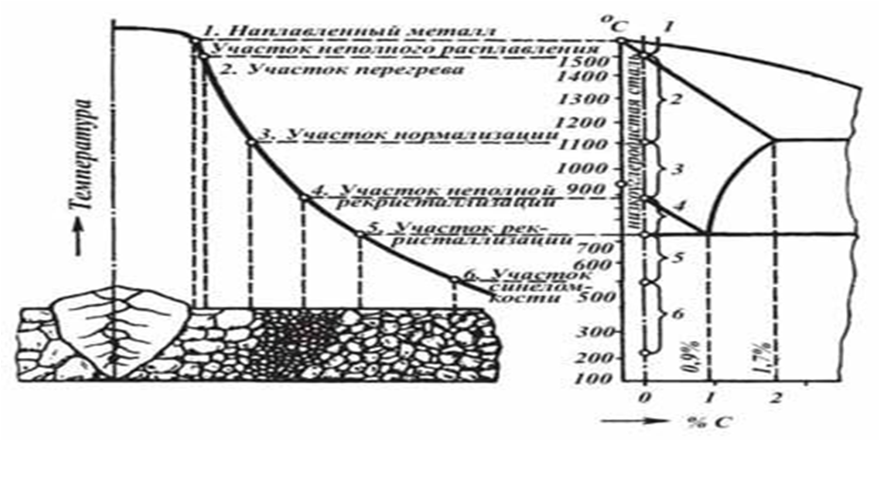
Структура металла в зоне термического влияния при сварке низкоуглеродистой стали
Глава 5.
Напряжения и деформации при сварке
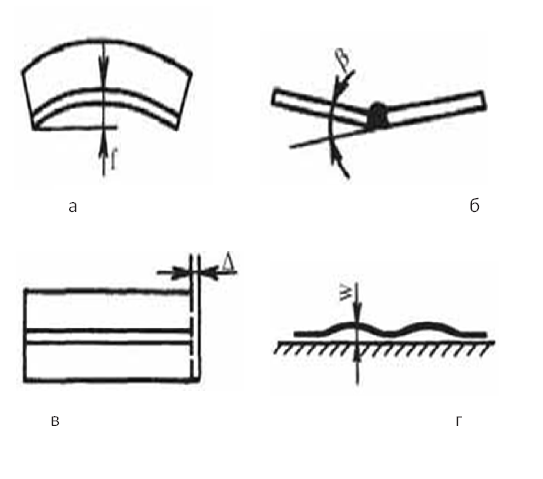
Виды перемещений при деформации сварных конструкций:
а – прогиб; б – угол поворота β; в – укорочение Δ; г – выход из плоскости равновесия W
Глава 5. Причины возникновения напряжений и деформаций при сварке
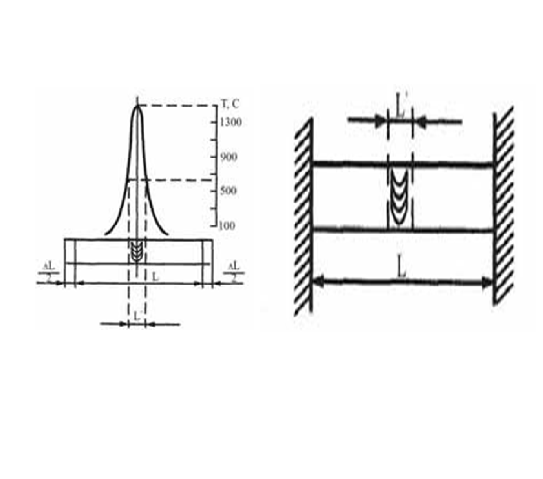
Местный нагрев стержня:
а – незакрепленного; б – с жестким закреплением
Глава 5. Причины возникновения напряжений и деформаций при сварке
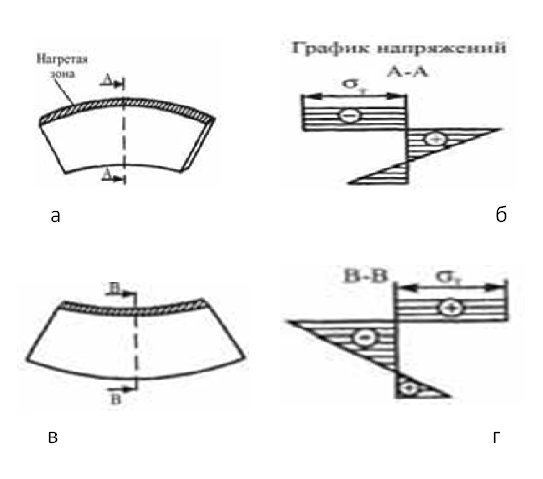
Напряжения и деформации при наплавке валика на кромку полосы
Глава 5.
Меры борьбы с деформациями
До сварки:
рациональное конструирование сварных изделий: в процессе конструирования необходимо ограничивать количество наплавленного металла уменьшением угла скоса кромок или уменьшения катетов швов, не допускать пересечения большого количества швов, не располагать сварные швы там, где действуют максимальные напряжения от внешних нагрузок, размещать их симметрично, применять, преимущественно, стыковые швы и т.п.;
правильная сборка деталей с учетом возможных деформаций: заранее предугадать характер возможных напряжений и деформаций и произвести предварительный выгиб свариваемых деталей в противоположную сторону. При сборке следует избегать прихваток, которые создают жесткое закрепление деталей и способствуют возникновению значительных остаточных напряжений, Лучше применять сборочные приспособления, допускающие некоторое перемещение деталей при усадке металла.
Глава 5.
Меры борьбы с деформациями
В процессе сварки:
Øрациональная последовательность наложения сварных швов: конструкции следует сваривать так, чтобы замыкающие швы, создающие жесткий контур, заваривались в последнюю очередь. Сварку нужно вести от середины конструкции к ее краям, как бы сгоняя при этом внутренние напряжения наружу. Каждый последующий шов при многослойной сварке рекомендуется накладывать в направлении, обратном наложению предыдущего шва;
Øуравновешивание деформаций: назначают такую последовательность выполнения швов, при которой последующий шов должен вызывать деформации обратного направления по сравнению с деформациями от предыдущего шва;
Øжесткое закрепление деталей при сварке: детали закрепляют в сборочносварочых приспособлениях, обладающих значительной жесткостью.
Глава 5.
Меры борьбы с деформациями
После сварки:
механическая правка: при помощи молотов, домкратов, винтовых прессов ли других устройств создается ударная или статическая нагрузка, которая обычно прилагается со стороны наибольшего выгиба изделия;
термическая правка: местный нагрев небольших участков металла деформированной конструкции. Нагрев, как правило, производят сварочными горелками большой мощности. Он ведется быстро и только до пластического состояния верхних волокон на выпуклой стороне изделия. При охлаждении нагретых участков последние сжимаются и выпрямляют изделие;
термомеханическая правка: данный способ состоит в сочетании местного нагрева с приложением статической нагрузки, изгибаю- щей исправляемый элемент конструкции в нужном направлении. Такой способ обычно применяется для правки жестких сварных узлов.
Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
