Глава 7.
Сварочные материалы
Сварочными называют материалы, обеспечивающие возможность протекания сварочных процессов и получение качественных сварных соединений.
К ним относят :
Электроды;
Флюсы;
Защитные газы;
Некоторые другие.

Глава 7.
Сварочные материалы
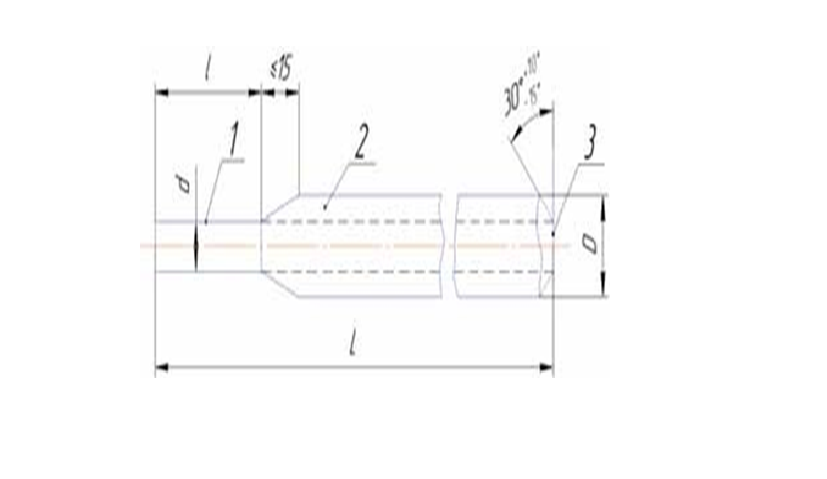
Основным присадочным материалом служит сварочная проволока.
Требования к присадочной проволоке:
по своим свойствам и характеристикам присадочная проволока должна быть идентична свариваемому металлу;
необходимо, чтобы поверхность проволоки была чистой и гладкой, без трещин, расслоений, раковин, окалины, ржавчины и других дефектов;
на поверхности низкоуглеродистой и легированной проволоки не допускается наличия технологической смазки, за исключением мыльной, не содержащей графит и серу.
Глава 7.
Сварочные материалы
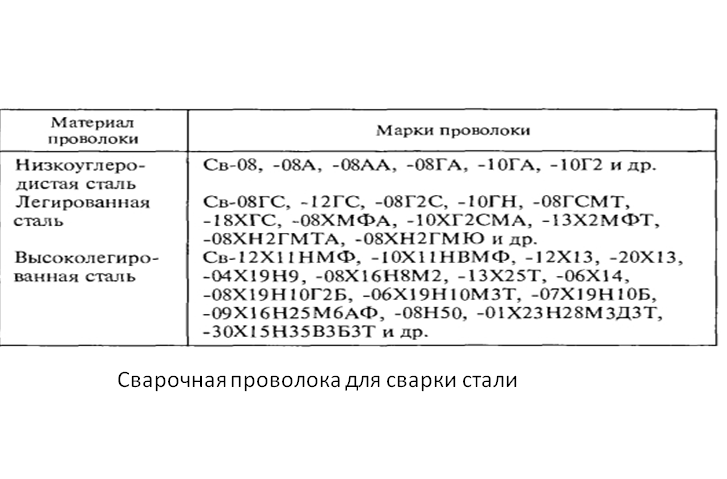
Присадочные металлы для сварки и наплавки сталей
При сварке сталей в качестве присадочного материала применяют холоднотянутую сварочную проволоку, соответствующую ГОСТ 2246-70
Глава 7.
Сварочные материалы
Пример. ЗСв-08Г2СА — сварочная проволока (Св) диаметром 3 мм из низколегированной стали марки 08Г2С с пониженным содержанием серы и фосфора (А).
После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э — проволока предназначена для изготовления электродов; О — омедненная проволока; БД — полученная вакуумно-дуговым переплавом, Ш — электрошлаковой выплавкой, ВИ — вакуумно-индукционным способом.
Глава 7.
Сварочные материалы
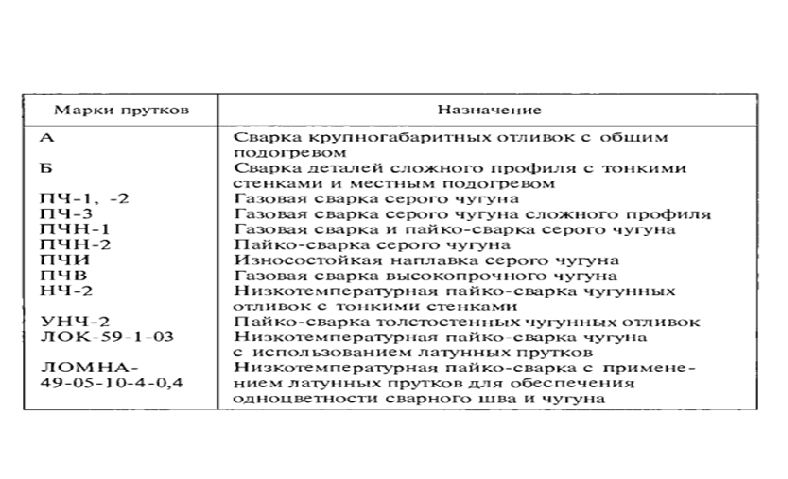
Присадочные прутки для сварки чугуна. Для газовой сварки серого чугуна выпускают чугунные прутки диаметром 4, 6, 8, 10, 12 и 16 мм.
Присадочные прутки для сварки чугуна. Для газовой сварки серого чугуна выпускают чугунные прутки диаметром 4, 6, 8, 10, 12 и 16 мм.
Глава 7.
Сварочные материалы
Пример. 4ПЧ-2 — чугунный пруток диаметром 4 мм марки ПЧ-2.
Маркировку торца прутков выполняют краской черного (ПЧ-1), белого (ПЧ-2), красного (ПЧ-3), синего (ПЧН-1), коричневого (ПЧН-2), желтого (ПЧИ) или зеленого (ПЧВ) цвета.
Глава 7.
Сварочные материалы
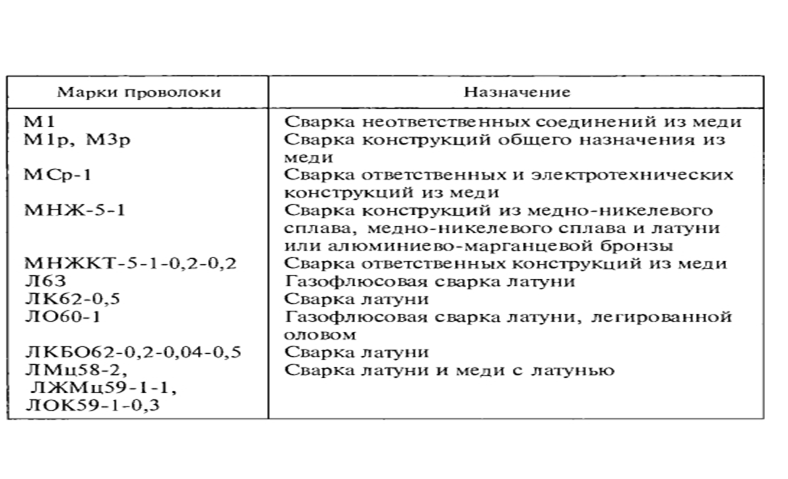
Присадочная проволока для сварки меди и ее сплавов. Для газовой сварки меди, медно-никелевых сплавов, бронз и латуни применяют сварочную проволоку, отвечающую ГОСТ 16130 — 90 . Ее диаметр составляет 0,8…8 мм.
Присадочные прутки для газовой сварки и пайко-сварки чугуна
Глава 7.
Сварочные материалы
Условное обозначение присадочной проволоки из меди или ее сплава представляет собой последовательность символов, записанных в определенном порядке, соответствующем классификации этих материалов по следующим признакам:
Пример. ДКРТ2,ОБТБрОЦ4-3 — сварочная проволока, холоднодеформированная (Д), круглая (КР), твердая (Т), диаметром 2,0 мм, в мотках (БТ), из бронзы марки БрОЦ4-3.
Глава 7.
Сварочные материалы
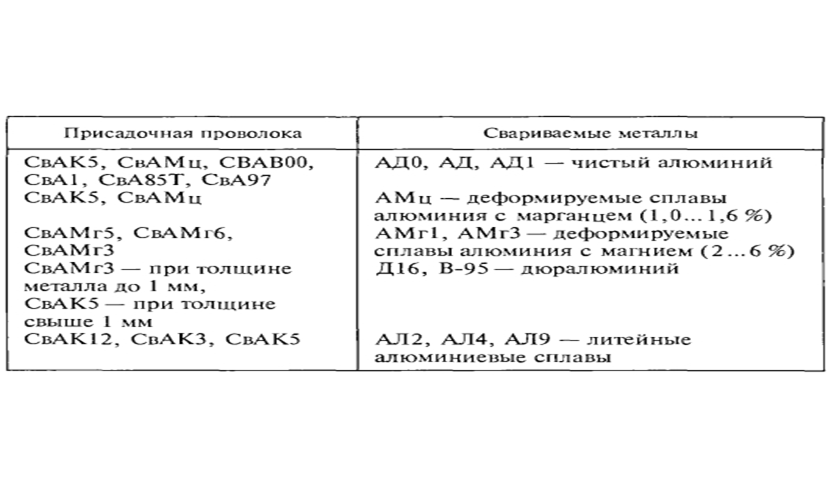
Присадочная проволока для сварки алюминия и его сплавов. При сварке алюминия и его сплавов используют тянутую и прессованную проволоку из алюминия и алюминиевых сплавов, отвечающую ГОСТ 7871 — 75. Ее диаметр составляет 0,8… 12,5 мм.
Присадочная проволока для газовой сварки алюминиевых сплавов
Глава 7.
Сварочные материалы
При маркировке проволоки приняты условные обозначения, характеризующие:
Пример. П.СвАМц.Н4,б5 х БТ — прессованная (П), сварочная (Св), проволока из алюминиевого сплава марки АМц, нагартованная (Н), диаметром 4,65 мм, в бухте (БТ).
Глава 7.
Электроды для сварки
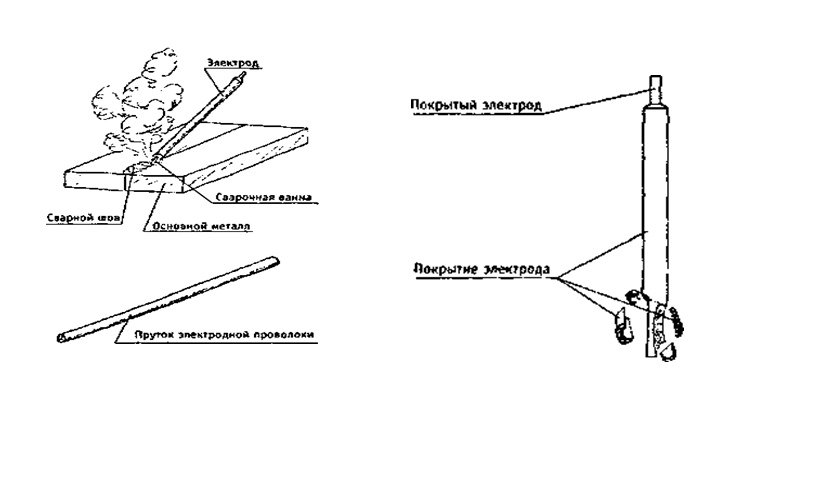
Покрытый электрод – плавящийся электрод для дуговой сварки, имеющий на поверхности электродной проволоки покрытие, адгезионно связанное с металлом электрода.
Плавящийся электрод для дуговой сварки – металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом.
Покрытый электрод:
1 – металлический стержень;
2 – слой покрытия;
3 – торец электрода.
Глава 7.
Электроды для сварки
В покрытие электрода входят следующие компоненты:
газообразующие – неорганические вещества (мрамор СаСО3, магнезит МrСО3) и органические вещества (крахмал, декстрин);
ионизующие или стабилизирующие – различные соединения, в состав которых входят калий, натрий, кальций (мел, полевой шпат, гра- нит и др.);
шлакообразующие, составляющие основу покрытия, – обычно руды (марганцевая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, плавиковый шпат и др.);
легирующие элементы и элементы раскислители – кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемые ферросплавы;
связующие компоненты – водные растворы силикатов натрия и калия, называемые жидким стеклом.
Глава 7.
Электроды для сварки
Покрытые металлические электроды ручной дуговой сварки – предназначены для получения неразъемного сварного соединения путем совместного оплавления металлического электрода и основного металла с образованием общей сварочной ванны, а следовательно, сварного шва.
Электродная проволока – электродная проволока выполняет роль присадочного материала, который, расплавляясь при сварке, образует металл сварного шва.
Покрытие электрода – смесь веществ, нанесенная на электрод для облегчения зажигания и стабилизации горения сварочной дуги, защиты сварочной ванны от вредных воздействий внешней среды, металлургической обработки сварочной ванны
Глава 7.
Электроды для сварки
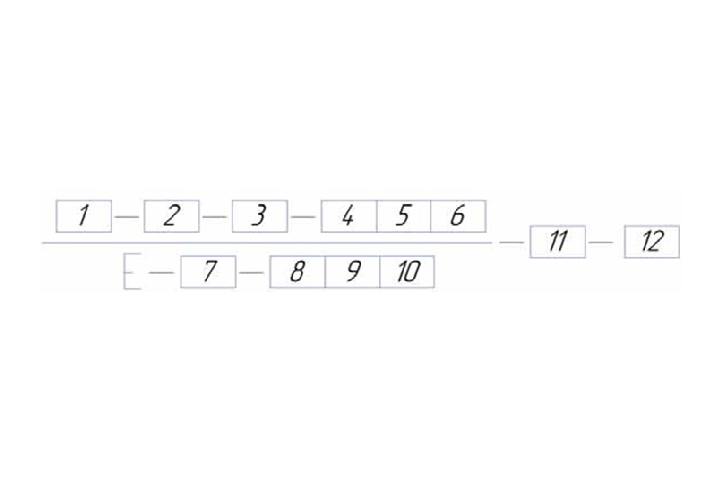
Условное обозначение электродов должно содержать следующие данные
Структура условного обозначения электродов согласно ГОСТ 9466-75
В обозначении: 1 – тип; 2 – марка; 3 – диаметр, мм; 4 – назначение электродов; 5 – обозначение толщины покрытия; 6 – группа электродов; 7 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 8 – обозначение вида покрытия; 9 – обозначение допустимых пространственных положений сварки или наплавки; 10 – обозначение рода при- меняемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода и источника питания сварочной дуги переменного тока частотой 50 Гц; 11 – обозначение стандарта ГОСТ 9466-75; 12 – обозначение стандарта на типы электродов.
Глава 7.
Сварочные флюсы
ØСварочные флюсы применяют при механизированной сварке под флюсом, по флюсу, с магнитным флюсом и при электрошлаковой сварке.
Классификацию флюсов проводят по способу изготовления, химическому составу, по основности, химической активности, назначению, строению и размеру зерен.

Глава 7.
Сварочные флюсы
По назначению различают:
Флюсы для дуговой механизированной сварки и наплавки, электрошлаковой сварки и пайки, а также общего назначения и специальные.
Флюсы общего назначения предназначены для механизированной дуговой сварки и наплавки углеродистых и низколегированных сталей низкоуглеродистой или низколегированной проволокой.
Специальные флюсы — для отдельных видов сварки.
Глава 7.
Сварочные флюсы
Технологические свойства сварочных флюсов:
Изолируют сварочную ванну от атмосферного воздействия;
Стабилизируют дугу;
Формируют поверхность шва и легируют шов.
Глава 7.
Сварочные флюсы
Марки флюсов | Назначение |
АН-348А, АН-348АМ, ОСЦ-45, АН-348-В, ОСЦ-45М, ФЦ-9, АН-60 | Механизированная сварка и наплавка углеродистых и низколегированных сталей углеродистой и низколегированной сварочной проволокой |
АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей соответствующей сварочной проволокой |
АН-20С, АН-20СМ, АН-20П, АН-15М, АН-18 | Автоматическая сварка и наплавка высоколегированных и среднелегированных сталей соответствующей проволокой |
Ан-22 | Электрошлаковая и дуговая автоматическая сварка и наплавка низколегированных и среднелегированных сталей соответствующей сварочной проволокой |
АН-26С, АН-26СП, АН-26П | Автоматическая и механизированная сварка нержавеющих и коррозионно-стойких сталей соответствую- щей сварочной проволокой |
АН-17М, АН-43, АН-47 | Автоматическая дуговая сварка и наплавка углеродистых низколегированных и среднелегированных сталей повышенной и высокой прочности соответствующей сварочной проволокой |
Глава 7.
Защитные газы
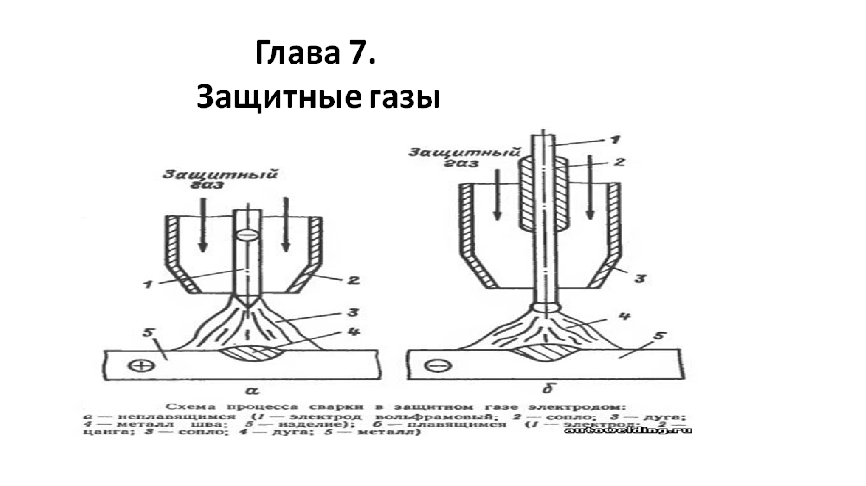
Дуговая сварка в защитных газах — один из распространенных способов сварки плавлением.
Сварку в защитных газах осуществляют при вдувании в зону дуги через сопло горелки струи защитного газа. в качестве защитных применяют газы: инертные (аргон, гелий), активные (углекислый газ, кислород, азот, водород) и их смеси.
Для сварки неплавящимся электродом применяют в основном инертные газы Аг и Не, а также их смеси в любом соотношении.

Глава 7.
Защитные газы
Наименование | Цвет баллона | Цвет надписи |
Черный | Коричневый | |
Серый | Зеленый | |
Белый | Красный | |
Темно-зеленый | Красный | |
Коричневый | Белый | |
Голубой | Черный | |
Черный | Желтый |
Глава 7.
Защитные газы
Инертные одноатомные газы:
Они практически полностью нейтральны по отношению ко всем свариваемым металлам.
Такие газы применяют для сварки химически активных металлов и сплавов, а также во всех случаях, когда необходимо получать сварные швы, не отличающиеся по составу от основного и присадочного металлов.
Аргон
При обычных условиях аргон — бесцветный, неядовитый газ, без запаха и вкуса, почти в 1,5 раза тяжелее воздуха.
Аргон для сварки поставляют в газообразном и в жидком состояниях.
Состав газообразного аргона (по ГОСТ 10157—79) зависит от сорта.
Гелий
Гелий для сварки поставляют по ту 51-689—75 трех сортов:
марки а, б и в с содержанием гелия не менее 99,99 об. %.
При использовании гелия можно получить большую глубину проплавления
Глава 7.
Защитные газы
Активные защитные газы:
В качестве активного защитного газа при дуговой сварке применяют углекислый газ.
К активным газам могут быть отнесены также кислород, азот и водород, используемые в некоторых сварочных процессах как составная часть защитного газа.
Углекислый газ
Углекислый газ, или двуокись углерода, может находиться в газообразном, сжиженном и твердом (в виде сухого льда) состояниях.
Жидкая двуокись углерода превращается в газ при подводе к ней теплоты.
Поскольку для получения швов высокого качества необходим
углекислый газ высокой чистоты, для сварки используют двуокись углерода высшего и первого сортов по ГОСТ 8050—85, которая не должна содержать сероводород, кислоты и органические
соединения
Глава 7.
Защитные газы
Кислород
При нормальных условиях газ без цвета, запаха и вкуса.
Газообразный кислород трех сортов по гост 6583—78 получают из атмосферного воздуха.
Кислород нетоксичен, негорючь и невзрывоопасен, однако, являясь сильным окислителем, резко увеличивает способность других материалов к горению.
В сварочном производстве кислород широко применяют для газовой сварки и резки, а также при дуговой сварке как составную часть защитной газовой смеси.
Азот
Азот применяют при сварке меди и ее сплавов, по отношению к которым он является инертным газом. по отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить.
Водород
В соответствии с гост 3022—80 водород выпускают трех марок — а, б и в. для сварочных и металлургических целей в основном используют водород марок А и Б.
Водород применяют только в специальных областях сварки, например для атомно-водородной сварки. ввиду возможности образования взрывоопасной смеси между водородом и воздухом при работе с ним следует строго соблюдать требования техники безопасности.
Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
