Глава 2. Электрическая дуга и ее применение для сварки
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному – катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги.
Процесс образования заряженных частиц газа называют ионизацией, а сам газ – ионизованным.
Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля.
Глава 2.
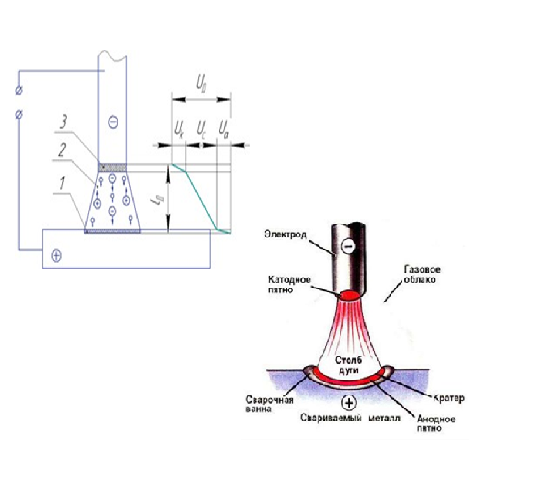
Строение электрической дуги
Строение электрической дуги и распределение напряжения в ней:
1 – катодная область; 2 – столб дуги; 3 – анодная область
Глава 2.
Вольтамперные характеристики дуги
Глава 2.
Вольтамперные характеристики дуги
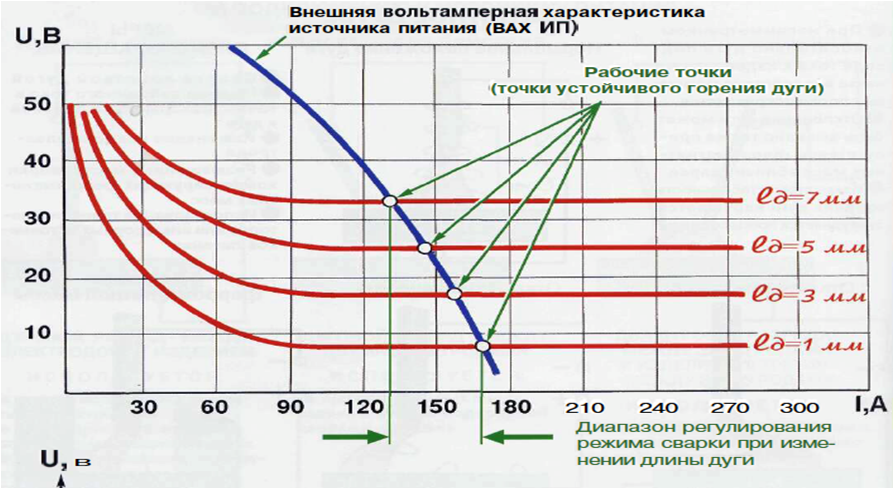
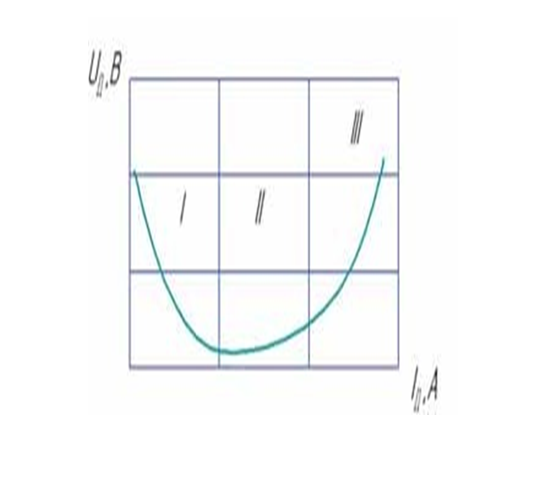
При устойчивом горении сварочной дуги основные ее параметры – сила тока и напряжение – находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги) называют статической вольтамперной характеристикой дуги.
Глава 2.
Вольтамперные характеристики дуги
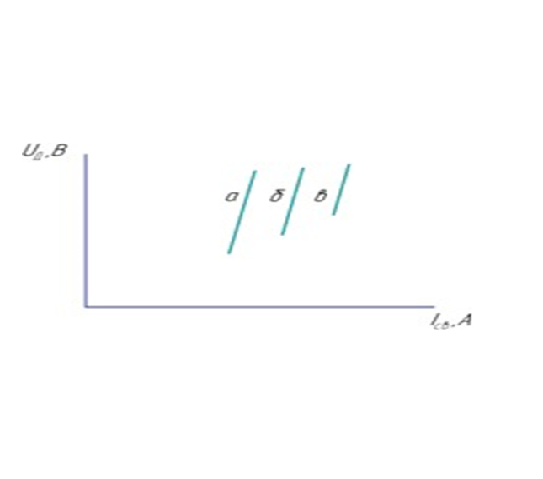
При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки.
Статистическая вольтамперная характеристика дуги при разных скоростях подачи электродной проволоки: а – малая скорость; б – средняя скорость; в – большая скорость.
Глава 2.
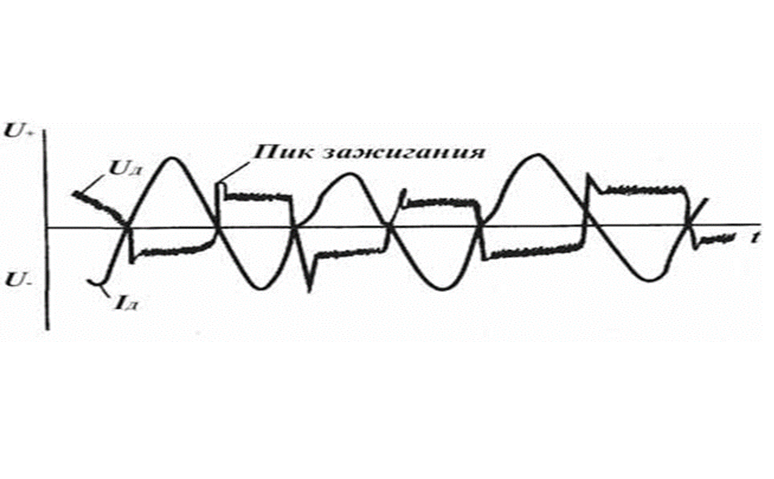
Особенности дуги на переменном токе
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги.
Изменение полярности при горении дуги на переменном токе
Глава 2.
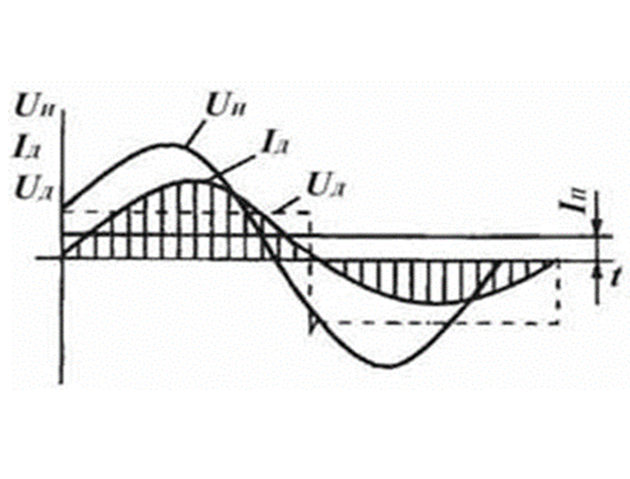
Особенности дуги на переменном токе
Постоянная составляющая тока в сварочной цепи при горении дуги на переменном токе
Глава 2.
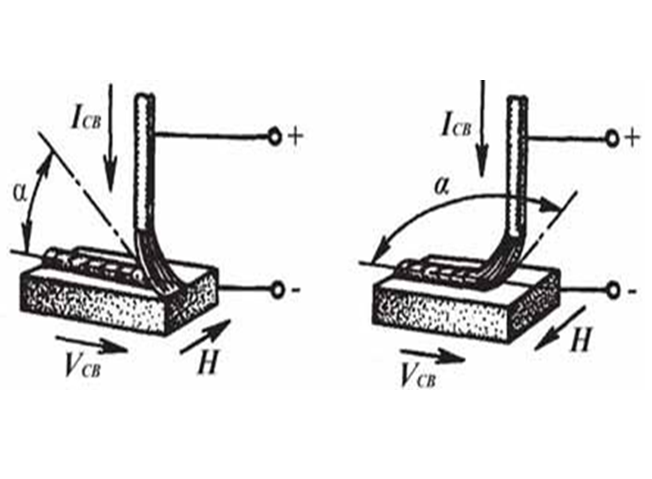
Технологические свойства дуги
Отклонение дуги магнитным полем при сварке:
Η – направление магнитного поля; α – угол отклонения дуги
Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
