Глава 4. Технология сварки-сборки стальных конструкций
Общие технические условия на сварные конструкции
Виды производственных процессов.
Выбор схемы технологического процесса определяется характером или типом производства.
Различают три типа производства:
Индивидуальное;
Серийное;
Массовое.
Индивидуальное производство предусматривает изготовление разнообразных по назначению, форме и размерам конструкций. Партия однотипных конструкций при индивидуальном производстве состоит из одной или нескольких единиц. Особенностью индивидуального производства является отсутствие специализации рабочих мест. Переход на выпуск других конструкций требует иногда переоснащения рабочего места. Применение специализированных приспособлений в индивидуальном производстве экономически не оправдывается. Поэтому рабочие места оснащают универсальными приспособлениями, которые могут быть использованы при изготовлении различных конструкций.
Разработка технологии сварки – сборки.
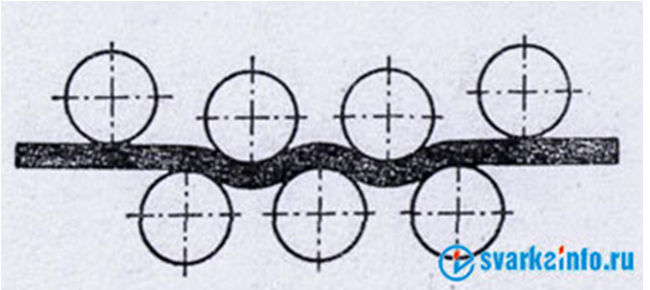
К заготовительным операциям относят: правку листового и профильного проката, разметку и наметку, раскрой проката, обработку кромок и торцов, гибочные и вальцовочные работы. Правку листовой и универсальной стали производят в холодном состоянии на листопразйльных вальцах. При этом устраняют общие и местные неровности, волнистость кромки, саблевидность и другие дефекты. Схема правки листовой стали показана на рис. 1.
При заготовке нескольких одинаковых деталей размещают по шаблону. Контуры шаблона вычерчивают построением. Материал шаблона — фанера, картон, дерево, листовая сталь. Разметку по шаблону называют наметкой.
Операции разметки — ручные, не поддающиеся полной механизации. Совмещая разметку с вырезкой деталей на газопламенных аппаратах, можно существенно сократить общую трудоемкость заготовки. Наиболее прогрессийна вырезка деталей без разметки, по механическим копирам или фотокопированием.
Раскрой проката осуществляют на гильотинных,
дисковых, угловых и пресс-ножницах.
Сборка сварных конструкций заключается в размещении элементов конструкции (узла) в порядке, указанном в- технологической карте, и предварительном скреплении их между собой с помощью приспособлений и наложении прихваток.
Сборка — одна из наиболее ответственных операций. От качества сборки в значительной степени зависит качество сварной конструкции. Например, сборка с увеличенными зазорами, с несовпадением свариваемых кромок по толщине требует наложения швов с большим объемом наплавленного металла, что приводит к увеличенным остаточным деформациям конструкции.
Операции сборки – сварки.
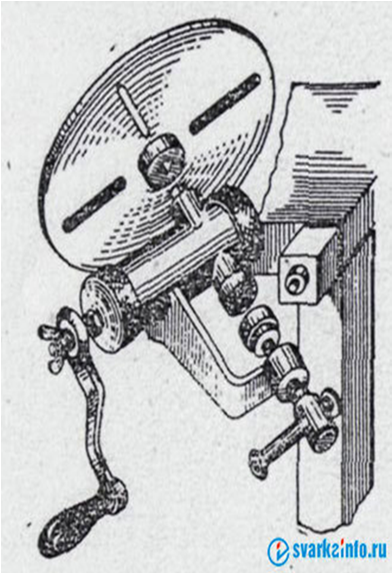
Широкое распространение в производстве сварных металлоконструкций получили сборочно-сварочные приспособления, обеспечивающие поворот изделий в положение, удобное для сварки, а также перемещение изделий в процессе сварки. К ним относятся позиционеры, кантователи, манипуляторы, вращатели, роликовые стенды. Кантователь с электромеханическим приводом
Манипуляторы предназначены для сборки изделий и их поворота со скоростью сварки и маршевой скоростью при различных углах оси вращения изделия. Для сборки и сварки малогабаритных изделий применяют манипуляторы с ручным приводом .
Подготовка металла к сварке.
Технологическая оснастка.
Сборочно-сварочная оснастка должна обеспечивать:
-пространственное размещение деталей в свариваемом узле, исключая операцию подгонки, а также быстроту и надежность базирования и закрепления изделия в приспособлении;
– точность сборки в пределах допусков;
– удобство доступа к местам прихватов и сварки;
-соблюдение заданного размера (зазора) между кромками свариваемых деталей;
– надежное закрепление свариваемого изделия силовыми прижимами;
– снижение сварочных деформаций в свариваемом узле;
– надежный токоподвод для создания условий стабильного режима сварки с целью устранения прихватки поворотных цапф кантователей к корпусу технологической оснастки и для нормальной работы подшипников качения в механизме поворота планшайб;
Для правки листового проката применяем листо-правильные 9-и волковые машины, внешний вид которой показан рис.

Для прямолинейных резов листового металлопроката в заготовительных цехах машиностроительных предприятий чаще всего применяют гильотины.

Техника безопасности
Для защиты сварщика от поражения электрическим током необходимо надёжно заземлять корпус источника питания дуги и свариваемое изделие, не использовать контур заземления в качестве сварочного провода, хорошо изолировать рукоятку электродержателя работать в сухую и прочной специальной одежде, рукавицах, при дожде и снегопаде следует прекращать работу, пользоваться резиновым ковриком и переносной лампой не более 12 В.
Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
