Глава 9. Оборудование для дуговой автоматической сварки
Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
Сварочную головку, закрепленную неподвижно относительно изделия, называют подвесной автоматической головкой.
Если же в конструкции сварочного аппарата имеется механизм для перемещения головки, то ее называют самоходной.
Перемещение самоходной головки обычно производится по специальной направляющей. Такой аппарат называют автоматом подвесного типа.
Глава 9. Оборудование для дуговой автоматической сварки
Все устройства для автоматической дуговой сварки делятся на 3 группы:
Подвесные сварочные головки.
Передвижные или самоходные автоматы.
Орбитальные автоматы для сварки труб.
Сварочные автоматы отличаются по:
назначению (специализированные или универсальные).
по защите зоны сварки (сварка под флюсом или в среде защитных газов).
по типу и по количеству сварочных головок.
по степени автоматизации.
Глава 9. Оборудование для дуговой автоматической сварки
Автомат сварочный состоит из:
Сварочной головки.
Механизма подачи сварочной проволоки (для сварки) или ленты (для наплавки).
Механизма перемещения.
Системы управления.
Системы для подачи и отсоса для флюса, или газового оборудования.
Источника сварочного тока.
Головка сварочная – основной узел автомата. Она обеспечивает подачу сварочного материала в зону сварки. С помощью сварочной головки подводится электрический ток, поддерживается стабильный процесс сварки.
Глава 9. Оборудование для дуговой автоматической сварки
Сварочная головка состоит из:
подающего механизма.
токоподводящего устройства.
механизма корректировки положения относительно сварочного шва.
флюсового или газового оборудования.
Основные функции сварочной головки – это подача в зону сварки сварочного материала и подвод к нему напряжения, поддержание стабильных параметров сварки или их изменения по заданной программе.
Глава 9. Оборудование для дуговой автоматической сварки
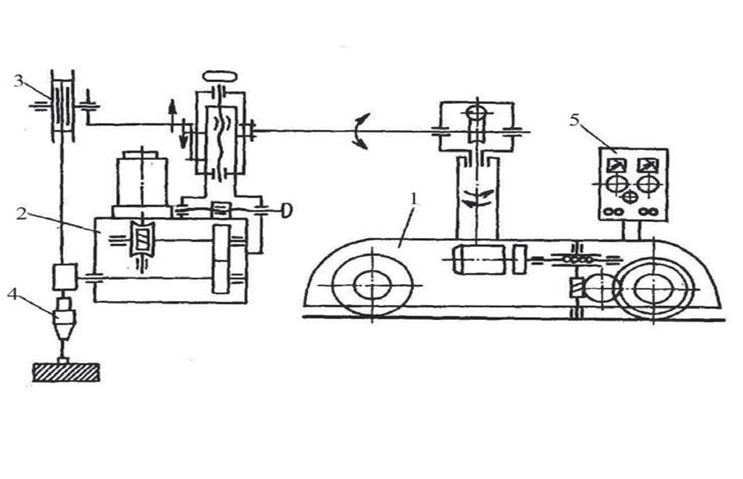
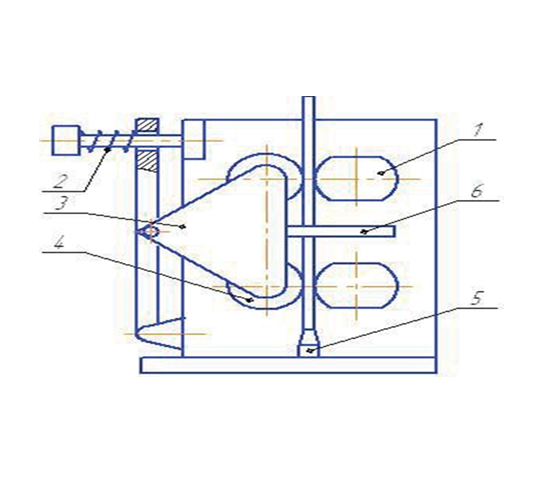
Схема для сварки плавящимся электродом:
1 – тележка; 2 – подающий механизм;
3 – кассета с электродной проволокой;
4 – горелка;
5 – пульт управления
Глава 9. Оборудование для дуговой автоматической сварки
В основе классификации автоматов используются различные признаки: тип электрода, способ перемещения, характер защиты и др.
По типу применяемого электрода автоматы подразделяют на автоматы с плавящимся электродом и автоматы с неплавящимся (вольфрамовым) электродом
По способу перемещения тележки различают автоматы тракторного типа и кареточные.
По способу защиты сварочной ванны различают автоматы для сварки под флюсом, в среде защитных газов и универсальные.
По пространственному выполнению сварных соединений различают автоматы для сварки швов в нижнем, вертикальном и горизонтальном положениях; кольцевых поворотных и неповоротных стыков и кольцевых – в горизонтальной плоскости.
По способу поддержания постоянства параметров дуги выпуска- ют автоматы с принудительным регулированием дуги и саморегулированием.
По числу горящих дуг различают автоматы для сварки одной дугой, двумя дугами и трехфазной дугой.
Глава 9. Комплектование и основные узлы сварочных автоматов
Сварочные автоматы комплектуются из следующих основных узлов:
сварочной головки;
тележки пульта управления;
аппаратного шкафа;
кассет со сварочной проволокой.
Основными элементами сварочной головки являются, механизм подачи проволоки, подающие ролики, токоподводящий мундштук и устройства для установочных перемещений головки.
Глава 9. Комплектование и основные узлы сварочных автоматов
Токоподводящие мундштуки для автоматов:
а – роликовый; б – трубчатый; в – колодочный; г – сапожковый

Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре относят:
баллоны для хранения газов;
газовые редукторы;
подогреватели и осушители газа;
расходомеры;
смесители газов;
электромагнитные газовые клапаны.
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
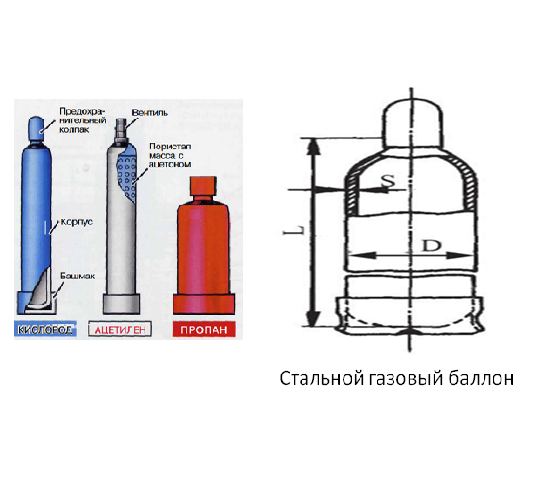
Баллоны предназначены для хранения и транспортировки защитного газа под высоким давлением.
Все газы, кроме углекислого, находятся в баллонах в сжатом со- стоянии, а углекислый газ – в жидком.
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Наибольшее применение имеют баллоны емкостью 40 дм3, размеры и масса которых приведены в таблице
Емкость баллона, л | 100 и150 | 150 и 200 | 200 |
Толщина стенки S, мм | 5,2 | 7 | 9,3 |
Длина корпуса L, мм | 1340 | 1390 | 1460 |
Наружный диаметр D, мм | 219 | 219 | 219 |
Масса, кг | 43 | 60 | 81 |
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
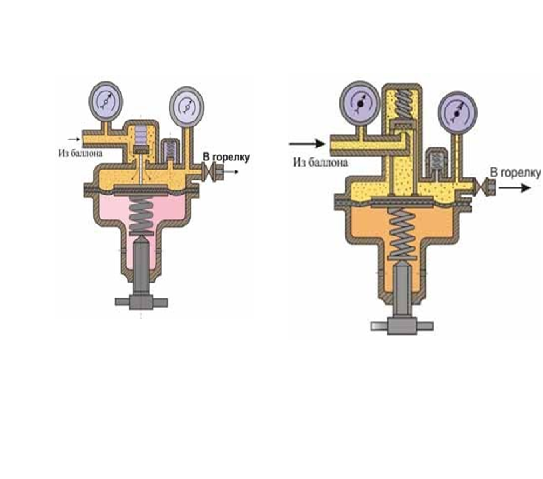
Редуктор предназначен для понижения давления газа, поступающего в него из баллона или распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления. Давление газа в баллоне показывает манометр высокого давления, проходит через приоткрытый пружиной клапан и поступает в камеру низкого давления.
При прохождении через клапан газ преодолевает значительное сопротивление, в результате чего давление за клапаном, т.е. в камере низкого давления, снижается. Это давление показывает манометр низкого давления. Из камеры низкого давления защитный газ через вентиль направляется в сварочную головку (держатель).

Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Устройство и принцип работы газового редуктора:
а – обратного действия; б – прямого действия
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
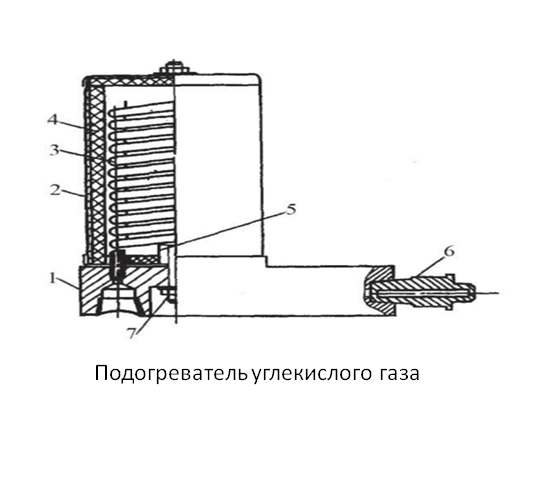
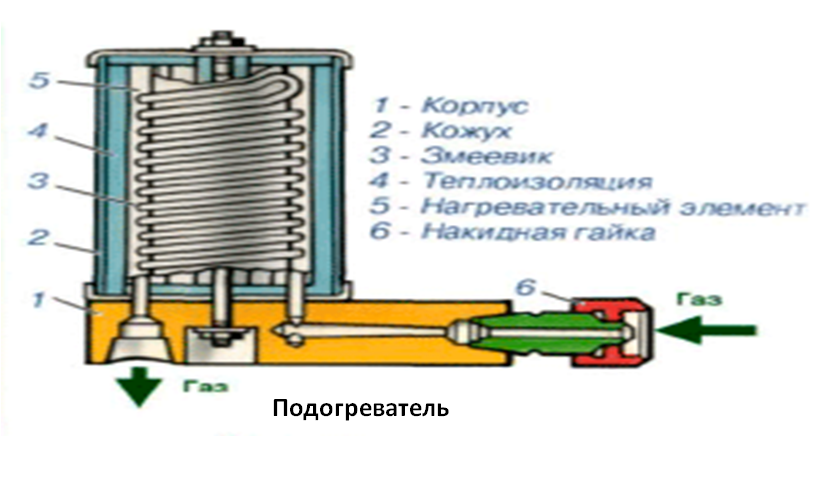
Подогреватель предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора.
Подогреватель состоит из корпуса 1, трубки-змеевика 3, по которой проходит углекислый газ, кожуха 2, теплоизоляции 4 и нагревательного элемента 5 из хромоникелевой проволоки, расположенного внутри змеевика. Подогреватель крепят к баллону накидной гайкой 6. Питание его осуществляется постоянным током напряжением 20 В или переменным током напряжением 36 В. Провода от шкафа управления присоединяют к зажимам 7.
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
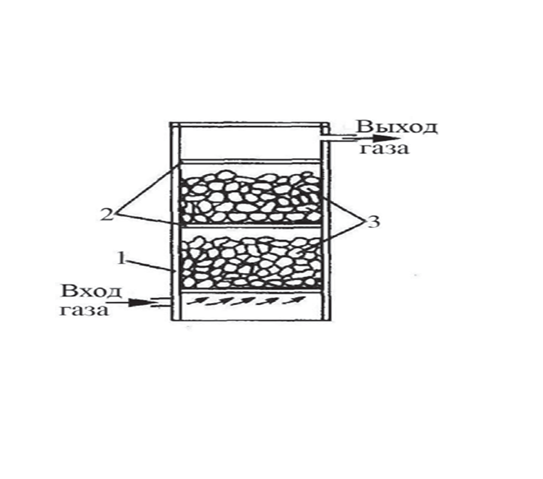
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель высокого давления устанавливают перед понижающим редуктором. Он имеет малые размеры и требует частой замены влагопоглотителя, что неудобно в работе.
Осушитель низкого давления, имеющий значительные размеры, устанавливают после понижающего редуктора. Он не требует частой замены влагопоглотителя.
Осушитель углекислого газа:
1 – камера; 2 – решетка; 3 – влагопоглотитель
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
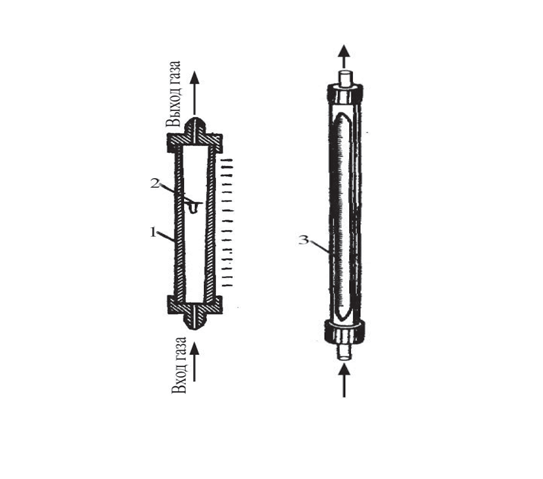
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов.
Расходомер поплавкового типа – ротаметр (рис. а) – состоит из стеклянной трубки 1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться.
Ротаметр снабжен шкалой 3, тарированной по расходу воздуха. Для пересчета на расход защитного газа пользуются графиками. Общий вид ротаметра РС-3 показан на рисунке б.
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
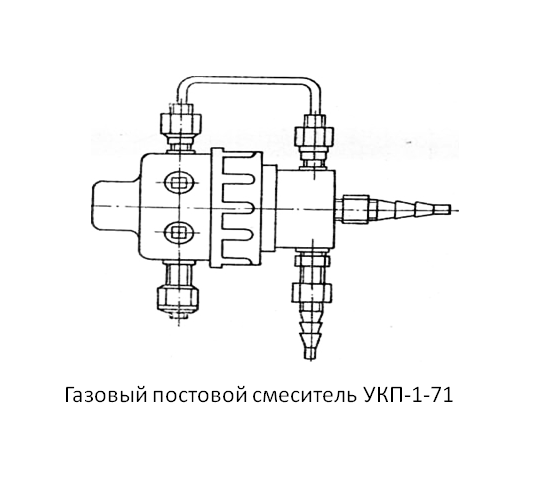
Смесители предназначены для получения смесей газов СО2+О2 и С0О2+Аr+О2. Постовой смеситель УКП-1-71 для получения смеси га- зов СО2+О2, отбираемых из баллонов, и автоматического поддержания постоянным заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором ДКП-1-65 и узла смешения газов.
Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Газовый клапан, используемый для экономии защитного газа, следует устанавливать по возможности ближе к сварочной горелке, иногда его встраивают в ее ручку. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан следует включать так, чтобы была обеспечена предварительная (до зажигания дуги) подача газа, и выключать после обрыва дуги и полного затвердевания кратера шва.

Глава 9. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
Перепускную рампу применяют для подачи в сварочный цех защитного газа при значительном его расходе. Она состоит из двух групп поочередно подключаемых баллонов, коллектора с газовой аппаратурой и трубопровода, по которому защитный газ подается к сварочным постам. Трубопроводы для подачи углекислого газа и его смесей окрашивают в черный цвет.

Глава 9.
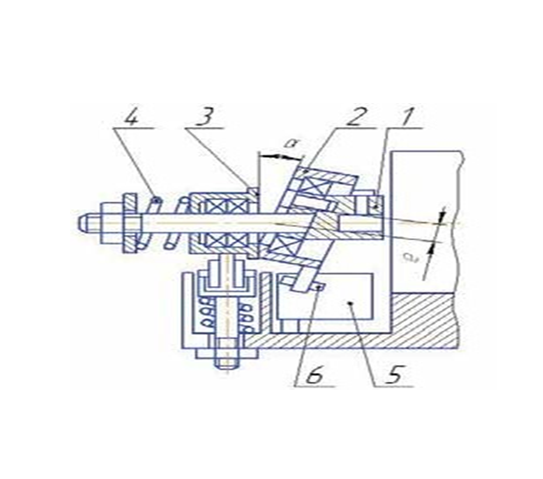
Механизмы с подвижным захватом
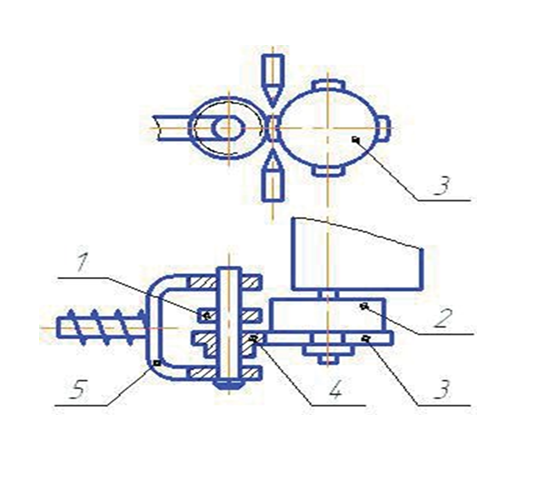
На рисунке представлен механизм импульсной подачи сварочной проволоки с электродвигателем и регулятором на основе квазиволнового преобразователя.
Механизм импульсной подачи с наружным зацеплением:
1 – вал электродвигателя; 2,3 – диск; 4 – пружина; 5 – регулятор; 6 – ролик
Глава 9.
Механизмы с подвижным захватом
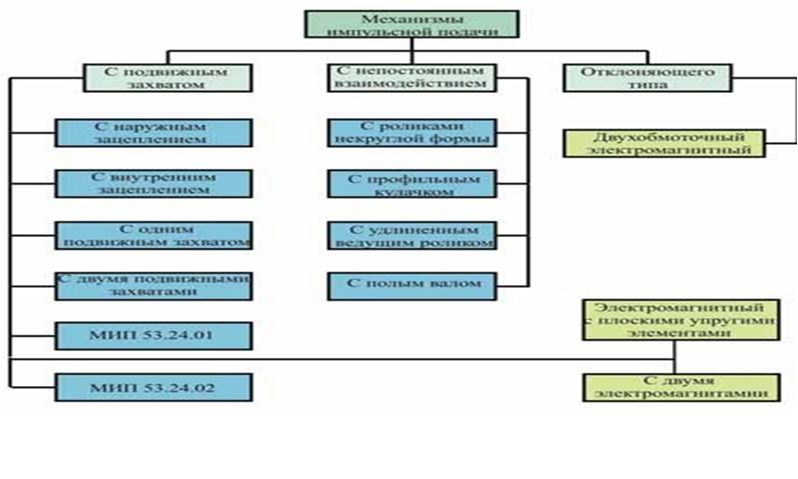
Классификация механизмов импульсной подачи по способу взаимодействия проволоки и рабочего органа
Глава 9.
Механизмы с подвижным захватом
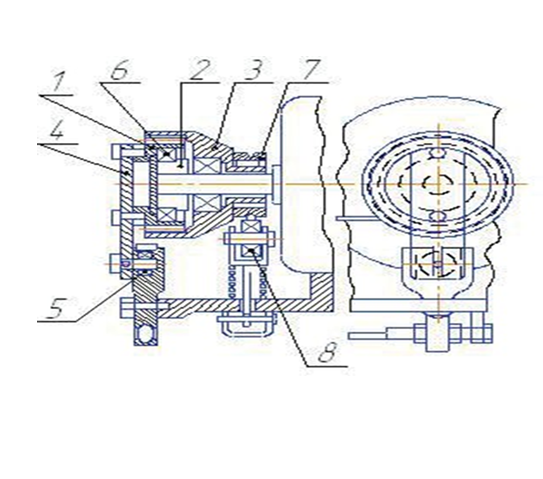
Механизм импульсной подачи сварочной проволоки с внутренним зацеплением
1 – сателлит;
2 – эксцентриковая втулка;
3 – шестерня;
4 – рычаг;
5 – опорный подшипник;
6 – подшипник;
7 – подающий ролик;
8 – прижимной ролик
Глава 9.
Механизмы с подвижным захватом
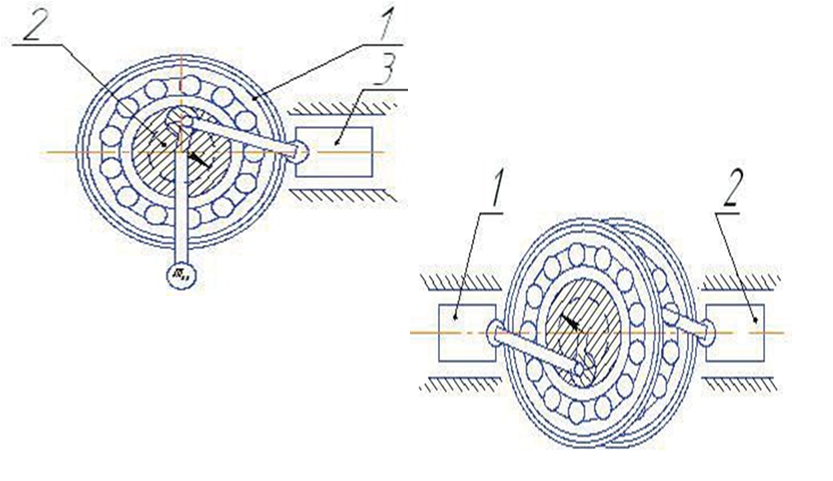
Механизм импульсной подачи сварочной проволоки с одним подвижным захватом: 1 – подшипник;
2 – электродвигатель;
3 – захват
Механизм импульсной подачи сварочной проволоки с одним подвижным захватом: 1 – подшипник;
2 – электродвигатель;
3 – захват
Глава 9. Механизмы с непостоянным взаимодействием
Механизмы с непостоянным взаимодействием рабочих элементов – это механизмы, в которых прерывание подачи сварочной проволоки происходит за счет прекращения контакта между рабочими элементами.
Механизм импульсной подачи сварочной проволоки с роликами некруглой формы: 1 – ведущий ролик; 2 – пружина; 3 – качающийся ролик; 4 – прижимной ролик;
5 – мундштук; 6 – ограничитель
Глава 9. Механизмы с непостоянным взаимодействием
Механизм импульсной подачи сварочной проволоки с профильным кулачком:
1 – прижимной ролик; 2 – ведущий ролик; 3 – профилированный кулачок;
4 – поджимная втулка; 5 – подпружиненная вилка
Глава 9. Механизмы с непостоянным взаимодействием
Механизм импульсной подачи сварочной проволоки с удлиненным ведущим роликом: 1 – профильный ролик; 2 – цилиндр
Механизм импульсной подачи сварочной проволоки с полым валом:
1 – электродвигатель; 2 – вал; 3 – обойма; 4 – кулачок; 5, 6, 7 – поверхности
Глава 9.
Механизмы отклоняющего типа
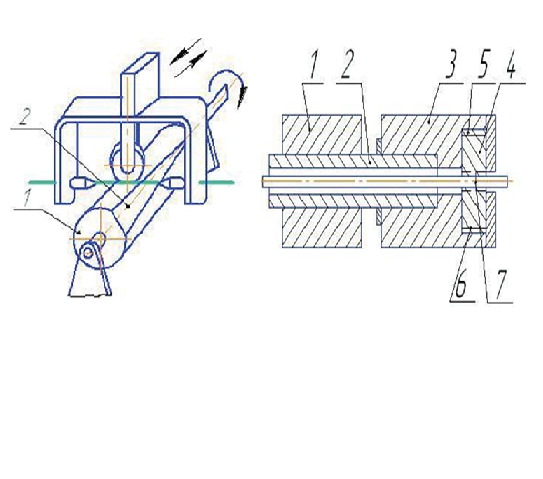
Механизмы отклоняющего типа – это механизмы, в которых про- дольное движение проволоки происходит за счет поперечного движения рабочего элемента подающего устройства. Процесс происходит с образованием волнового изгиба проволоки между двумя захватами, что позволяет использовать энергию упругой деформации для подачи проволоки на шаг подачи.
Двухобмоточный электромагнитный механизм с квазиволновым движением сварочной проволоки:
1, 3 – электромагнит;
2 – обмотка;
4, 5 – упор;
6, 7 – сердечник;
8 – втулку;
9 – отверстие;
10, 11 – захват

Глава 9.
Механизмы отклоняющего типа
Механизм импульсной подачи с квазиволновым движением проволоки, имеющий плоский кулачок: 1,2 – зажим; 3 – проволока;
4 – шток; 5 – отверстие; 6 – пружина; 7 – ролик; 8 – кулачок

Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
