Глава 3.
Тепловые процессы при дуговой сварке
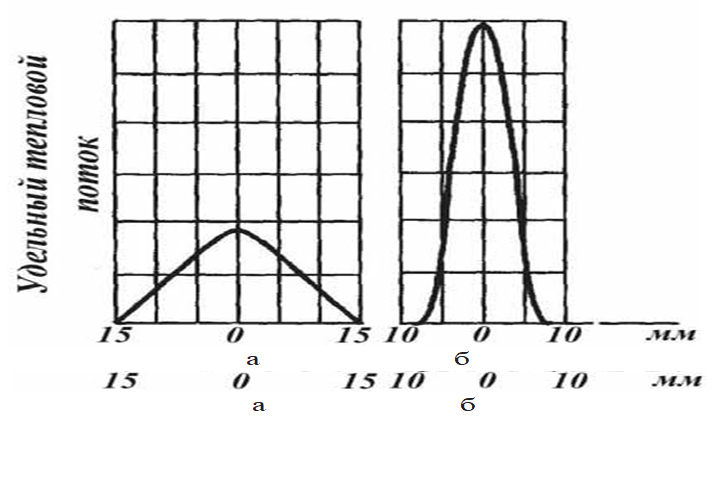
Удельный тепловой поток при нагреве дугой:
а – при сварке покрытым электродом; б – при сварке под слоем флюса
Глава 3.
Сварочная дуга как источник нагрева
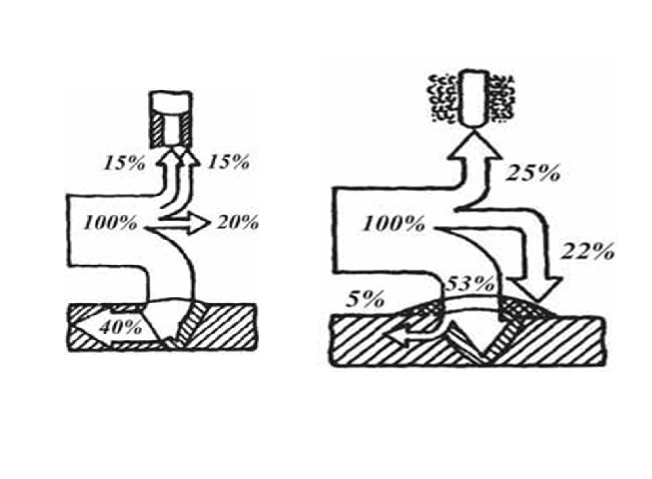
На рисунке показаны схемы тепловых балансов дуги при ручной сварке покрытыми электродами и сварке под флюсом.
а – покрытым электродом; б – под слоем флюса
Способ сварки | Значение η |
В защитном газе вольфрамовым электродом | 0,6 |
Покрытым электродом | 0,75 |
Под флюсом | 0,8–0,9 |
Глава 3. Плавление металла электрода и его перенос в дуге при сварке
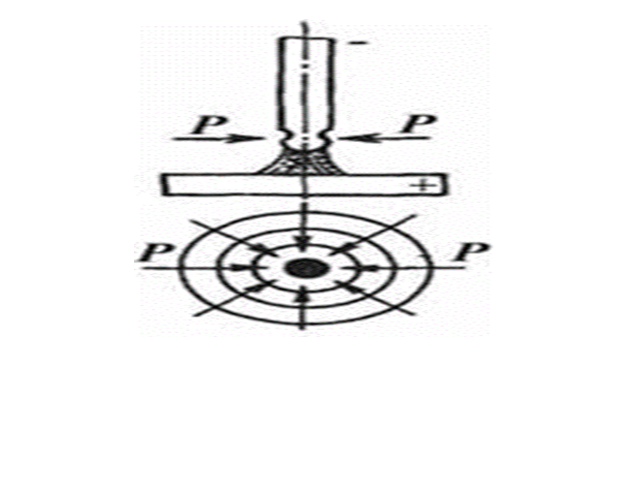
Сила поверхностного натяжения обеспечивает капле сферическую форму. Электромагнитные силы играют важнейшую роль в отрыве и направленном переносе капель к сварочной ванне при сварке швов в любом пространственном положении. Электрический ток, проходя по электроду, создает вокруг него магнитное поле, оказывающее сжимающее действие. Сжатие расплавленной части электрода приводит к образованию шейки у места перехода к твердому металлу
Схема сжимающего действия электромагнитных сил на жидкую каплю электродного металла
Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
