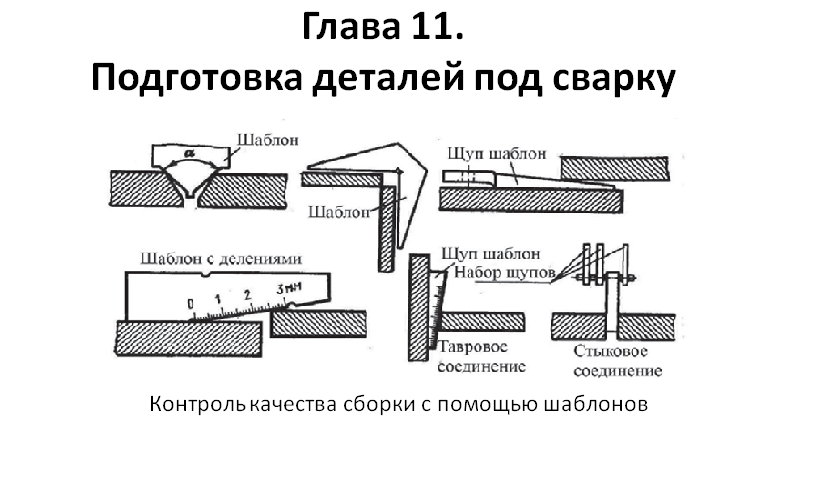
Глава 11.
Технология ручной дуговой сварки
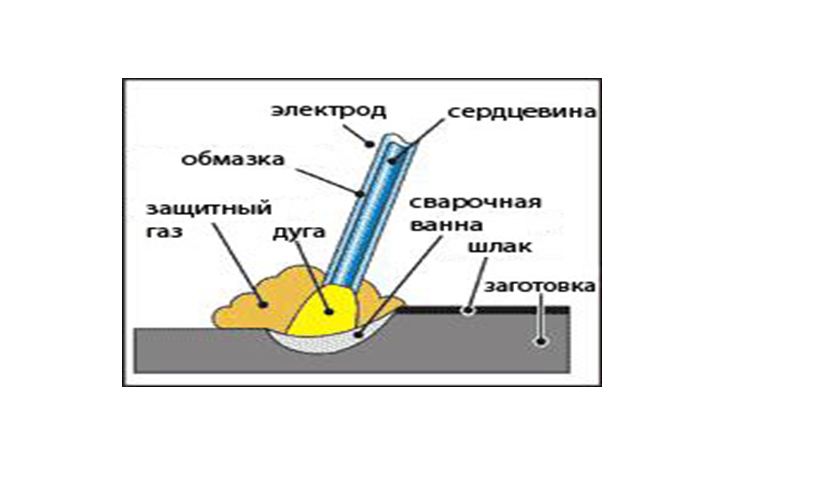
С помощью ручной дуговой сварки выполняется большой объем сварочных работ при производстве сварных конструкций. Наибольшее применение находит ручная дуговая сварка покрытыми электродами.
Глава 11.
Технология ручной дуговой сварки
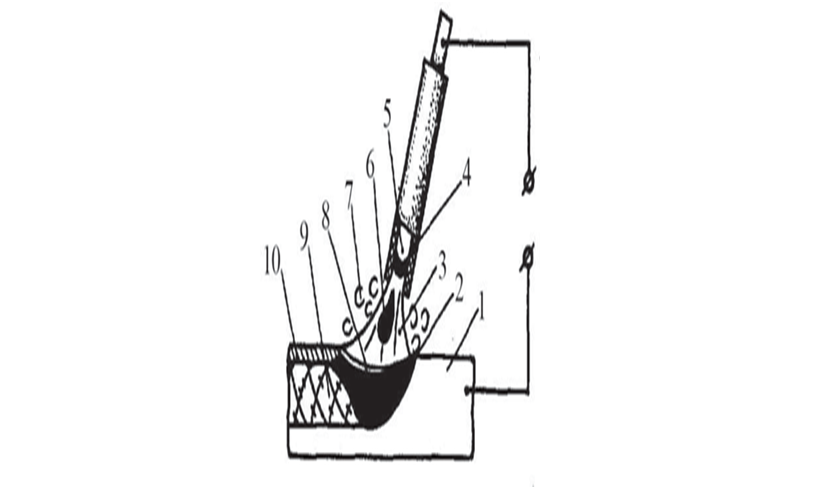
Дуга 3 горит между стержнем 5 и основным металлом 1. Под действием теплоты дуги электрод и основной металл расплавляются, образуя сварочную ванну 2. Капли жидкого металла 6 с электродного стержня переносятся в ванну через дуговой промежуток. Вместе с металлическим стержнем плавится и электродное покрытие 4, образуя газовую защиту 7 и жидкую шлаковую пленку 8 на поверхности расплав- ленного металла. В связи с тем, что большая часть теплоты выделяется на торце металлического стержня электрода, на его конце образуется коническая втулка из покрытия, способствующая направленному движению газового потока. Это улучшает защиту сварочной ванны. По мере движения дуги сварочная ванна охлаждается и затвердевает, образуя сварной шов 9. Жидкий шлак также затвердевает и образует на поверхности шва твердую шлаковую корку 10, удаляемую после сварки.
Глава 11.
Технология ручной дуговой сварки
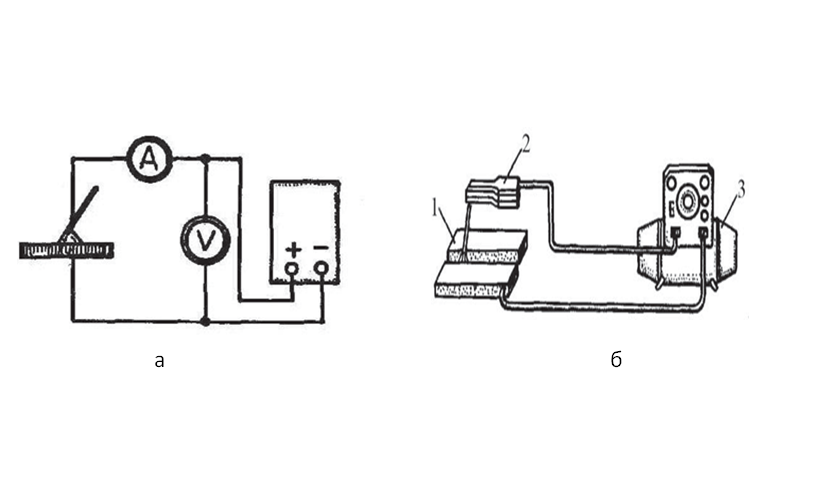
Схема питания дуги при ручной дуговой сварке показана на рисунке
Схема поста ручной дуговой сварки покрытыми электродами:
а – электрическая сварочная цепь; б – компоновка сварочного поста;
1 – деталь; 2 – держатель; 3 – источник питания дуги
Глава 11.
Технология ручной дуговой сварки
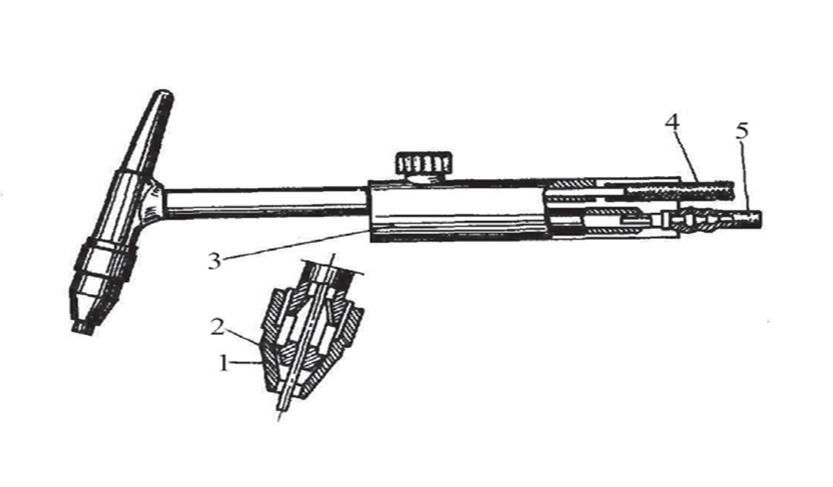
Горелка для ручной дуговой сварки в защитном газе:
1 – сопло; 2 – наконечник; 3 – ручка; 4 – подвод тока; 5 – подвод газа
Глава 11. Режимы ручной дуговой сварки покрытыми электродами
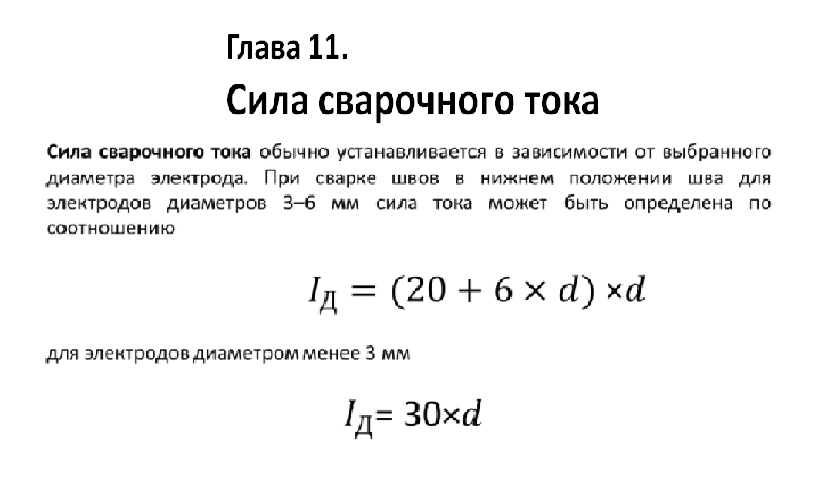
К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги.
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S диаметром электрода d при сварке шва в нижнем положении составляет
S, мм | 1–2 | 3–5 | 4–10 | 12–24 | 30–60 |
d, мм | 2–3 | 3–4 | 4–5 | 5–6 | 6 и более |
Глава 11.
Сила сварочного тока
Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током об- ратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей применяют переменный ток исходя из учета экономичности процесса.
Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва.
Глава 11. Технология выполнения ручной дуговой сварки
Технология выполнения ручной дуговой сварки предусматривает способ возбуждения дуги, перемещения электрода в процессе сварки, порядок наложения швов в зависимости от особенностей сварных соединений.
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах
Lд=(0,5…1,1)×d,
где Lд – длина дуги, мм; d – диаметр электрода, мм.
Глава 11. Технология выполнения ручной дуговой сварки
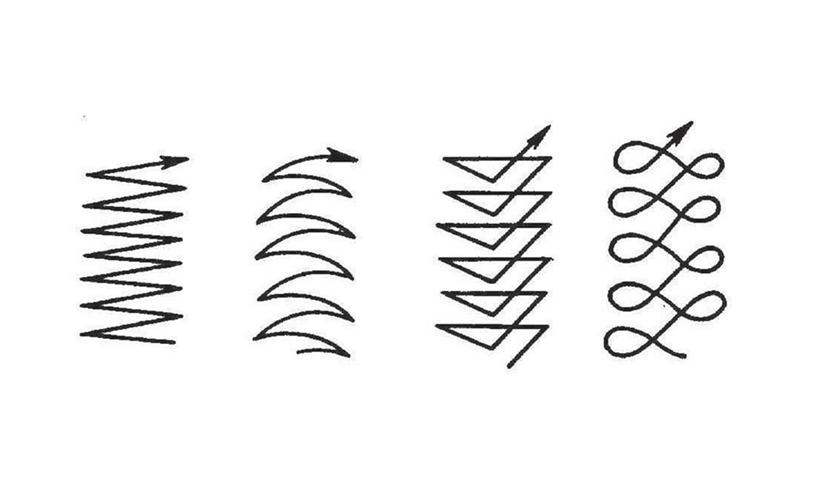
Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве.
Колебательные движения электрода при ручной дуговой сварке

Глава 11. Технология выполнения ручной дуговой сварки
Выполнение стыковых швов. Стыковые швы применяют для получения стыковых соединений. Стыковые соединения со скосом одной или двух кромок могут выполняться однослойными или многослойными швами. При сварке однослойным швом дугу возбуждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва.
При сварке блоками сначала в разделку кромок наплавляют первый слой небольшой длины 200–300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину.
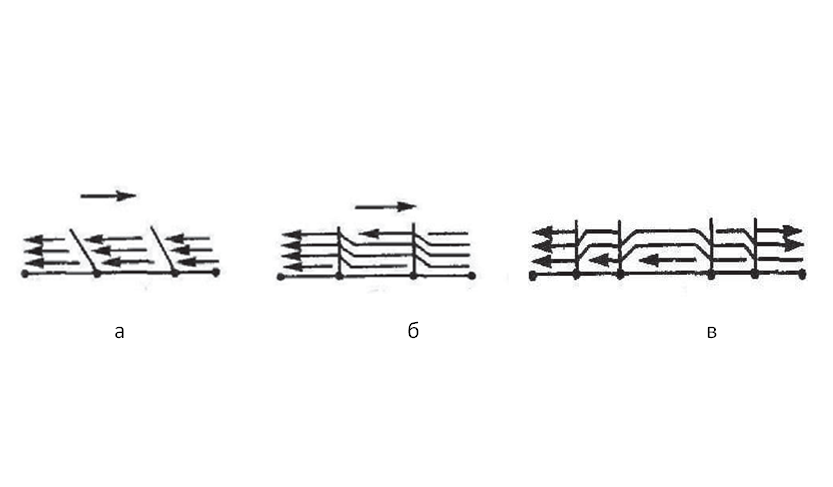
Способы заполнения разделки кромок:
а – заполнения блоками; б – односторонний каскад; в – двусторонний каскад
Глава 11.
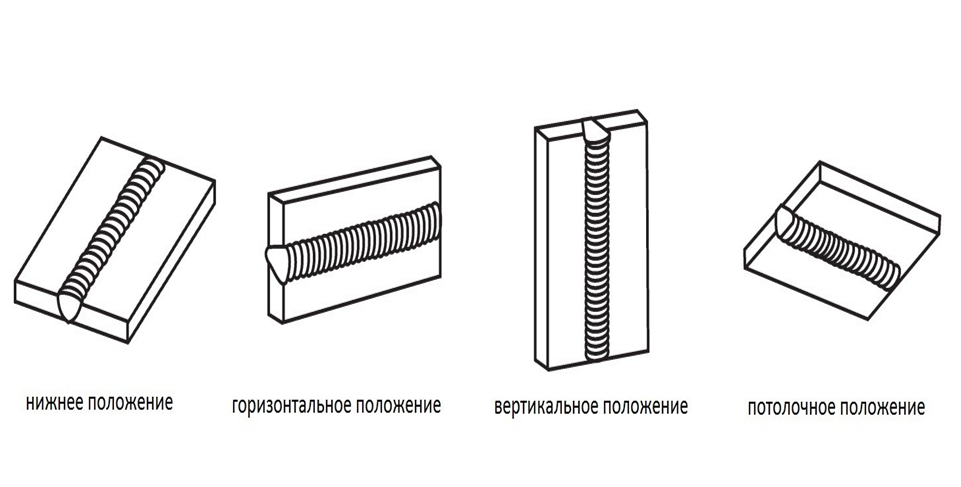
Положение сварного соединения
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.
Глава 11.
Выполнение швов различной длины
Все сварные швы в зависимости от их длины условно разбивают на три группы: короткие – до 250 мм, средней длины – от 250 до 1000 мм, длинные – от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т.е. при движении электрода от начала шва к концу (рис. а).
При выполнении швов средней длины и длинных возможно короблению изделий. Чтобы избежать этого, швы средней длины выполняют
«на проход» от середины сварного соединения к концам (рис. б) и обратноступенчатым способом (рис. в), сущность которого состоит в том, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в на- правлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. г). В данном случае возможно организовать работу одновременно двух сварщиков.

Копирование, размножение, распространение, перепечатка (целиком или частично),
или иное использование материала без письменного разрешения автора не допускается.
Любое нарушение прав автора будет преследоваться
на основе законодательства Республики Казахстан
